近年来,由于食品行业的包装技术迅猛发展,这给机器视觉光学系统也带来了新的发展机遇。对于现在的高速包装线上,人工和较之前相对简单的检测技术已不能满足食品饮料生产制造企业对于包装检测的需要。而人工智能领域的机器视觉可以实现稳定、连续、可靠的产品检测,克服人工检测易疲劳、个体差异、重复性差等缺点,可帮助企业大大提升产品质量水平,提高生产效率,降低生产成本。

食品包装检测的目的使控制包装质量,防止因包装上的缺陷导致质量受损的食品流入市场。

从原料检测到食品是否煮过头或煮得不熟,自动化的视觉食品检测甚至可以捕捉到食品最细微的细节。
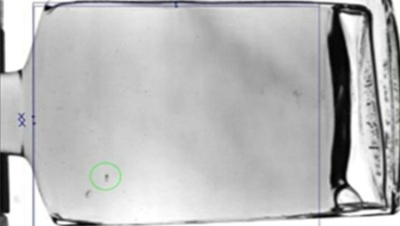
酒液视觉检测采用工业相机对酒液进行异物拍照检测,同时自动剔除不良品,酒液视觉检测可广泛应用于饮料行业,医疗行业的液体异物检测。

瓶口视觉检测采用工业相机对玻璃瓶口进行拍照检测,检测内容包括瓶口破损,瓶口尺寸等, 根据检测结果自动剔除不良品。

盖子视觉检测用于易拉罐饮料生产线上的视觉检测,能够对易拉罐拉盖检测。检测内容包括易拉罐压伤内壁异物、拉环角度脏污等。
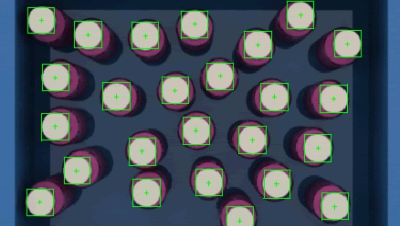
在传送线的正上方安装采集设备,装有饮料瓶的包装箱随着传送带运动,采集设备对每个箱子拍照一次,采集到图像并且对箱内的饮料瓶进行计数,如果合格则不做处理,不合格则发出报警。





Copyright © 2017-2022.hairong All rights reserved.天津海融科技有限公司 津ICP备19008817号